Engelse versie: https://craftunique.com/forums/view-thread/1379
Uiteindelijk gebeurd het iedereen wel eens: halverwege de print stopt de extruder en wordt er alleen nog maar lucht geprint. Ook gebeurd het wel dat er alleen nog discontinu wordt geprint. De extruder stokt even en gaat dan weer door. Dat levert dan onderbroken printlijnen op zoals hier te zien is.
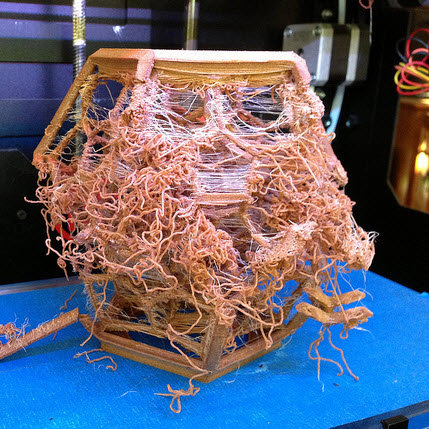
Een heel andere oorzaak heeft echter als er alleen nog spaghetti wordt geprint. De extruder werkt nog prima, maar de printlijnen hechten niet meer waarna er een printer vol spaghetti ontstaat. Dat probleem wordt hier niet verder behandeld.
Er zijn een aantal oorzaken aan te wijzen voor een extruder die geen printbanen meer print, terwijl de kop nog wel over het bed beweegt alsof er niets aan de hand is.
Betreffende de gebruikte termen. Er is een onderscheid tussen de ‘hotend‘ van de extruder: dat is het onderste deel met nozzle, het heaterblock en de ‘barrel’ erboven. Het ‘coldend‘ deel is het deel van de esxtruder waar het filament wordt aangedreven: dus de stappenmotor, het aandrijfwiel, het klemmechanisme en de houder waar alles op vast zit.
Het is allereerst handig om te kijken wat er daadwerkelijk gebeurd bij de extruder: er zijn een aantal mogelijkheden:
- Het aandrijfwiel draait en lijkt te springen: een kloenk, kloenk, kloenk geluid. Dan is zeer vermoedelijk de hotend of Nozzle verstopt.
- Het aandrijfwiel draait continu en het filament wordt als het ware ‘afgeschaafd’. Waarschijnlijk zit het aandrijfwiel vol plastic en is er een holletje zichtbaar in het filament na uitnemen. Zowel de aanvoer van het filament kan geblokkeerd zijn (verknoopte rol filament?) , alswel de hotend verstopt.
- Het aandrijfwiel staat stil en de motor-as draait wel. Dan zit het aandrijfwieltje los en moet weer bevestigd worden middels het inbusboutje aan de as van de motor. Let erop dat het inbusboutje op het vlakke deel van de as zit.
- Het aandrijfwiel en de motor staan stil tijdens print. Zeer onwaarschijnlijk, maar dan kan de bekabeling, motor zelf of stepperdriver kapot zijn. Een los contact is echter waarschijnlijker: controleer zowel de connector van de motor alswel de aansluiting op de printplaat. Deze bevind zich aan de achterzijde van de printer: hiertoe het achterpaneel losschroeven. Niet direct verwijderen, want de connector naar de ventilator moet eerst worden los genomen.
Mogelijke oorzaken probleem 1 en 2. Deze staan weergegeven in volgorde van moeilijkheidsgraad en het beste dus als checklist af te werken.
Checklist Printer, Mechanica.
1a. Verknoopt filament
Als de spoel met filament niet zorgvuldig is afgewikkeld, kan het zijn dat er een lus ontstaat op de spoel die steeds harder wordt aangetrokken. Uiteindelijk is de spanning zo groot dat de extruder gaat schaven of skippen. Ook een rol die is afgewikkeld naast de haspel of die scheef op de houder hobbelt kan dit effect hebben. Een simpele oplossing voor het scheef lopen, zie hier.
1b. Verdikt Filament
We hebben een enkele keer filament aangetroffen dat niet juist was geproduceerd. Per rol kwamen dan één of twee verdikkingen voor van meer dan 2mm. Die passen dus niet door de filament tube of extruder, waardoor de aanvoer van filament stopte.
2. De hendel op de extruder staat open.
Dan klemt het filament niet voldoende en kan er geen kracht worden gezet om e.e.a. te transporteren.
3. Het aandrijfwiel is volgelopen met plastic deeltjes of beschadigd
Het aandrijfwiel schonen met een kwastje of tandenstoker oid. Wij gebruiken ook wel zo’n mini messing borsteltje dat bij een Dremel hoort. Als e.e.a. echt is volgelopen, dan het aandrijfwiel los nemen en met bijvoorbeeld een stanleymesje tussen de tanden schonen. Bij het gebruik van metaal gevuld filament kan het aandrijfwiel zeer snel verslijten. Eventueel kan het wiel iets verplaatst weer op de as van de motor gemonteerd worden, zodat er een onbeschadigd deel van het aandrijfwiel gebruikt wordt. Hierna moet het aandrijfwiel vervangen worden. Bij normaal filament zal dat echter niet snel hoeven. Het aandrijfwiel moet bevestigd worden middels het inbusboutje aan de as van de motor. Let erop dat het inbusboutje op het vlakke deel van de as zit.
4. Loszittende onderdelen verhinderen een soepele doorvoer / ventilator extruder draait niet
Met name de twee bussen waar de flexibele slang tussen zit (dus die tussen de aanvoer van de filamenthaspel en de extruder zit) kunnen los raken en scheef gaan zitten. In extreme gevallen kan ook de hotend iets loszitten of de gehele extruder motor unit. Niet waarschijnlijk overigens. Het kan ook zijn dat de ventilator van de extruder niet draait. Los contact of beschadigde bekabeling.
5. Verstopt hotend, simpelste oplossing.
Altijd na wat voor actie dan ook: de extruder handmatig verhitten en via het LCD paneel reverse het filament verwijderen. Het beste de extruder iets meer te verhitten dan normaal. Dus bijvoorbeeld PLA tot 230 graden ipv 215. Mocht de extruder e.e.a. niet loskrijgen (en dus skipt of schaaft), dan kan het filament met de hand worden losgetrokken. Het beste niet losbreken, maar eerst de temperatuur van de extruder verder ophogen, totdat het filament soepel eruit getrokken kan worden, doordat hij in de extruder weer gesmolten is. Daarna een vers stuk filament invoeren (de eerste 10 centimeter dus afknippen) en weer invoeren in de extruder / hotend als normaal. negen van de 10 keer is dit voldoende.
6. Verstopt hotend, oplossing met enig aandringen.
Wanneer het niet lukt om nieuw filament in te voeren na bovenstaande maatregelen, dan is het filament vermoedelijk te heet geweest ergens in de hotend en weer afgekoeld daarna. Hierdoor een harde prop veroorzakend. Om dit op te lossen: de temperatuur van de extruder nog meer verhogen, naar bijvoorbeeld 250 graden en van bovenaf in de holle schroef van de hotend porren met de kleinste imbussleutel die is mee geleverd. Hiervoor moet de extruder hevel “los” gezet worden en tevens de bus bovenop (waar de filament doorvoer slang in zit) losgedraaid worden. Het kan even duren voor de temperatuur voldoende ‘naar boven’ is geklommen om die prop weer te laten smelten. Eventueel kan de ventilator unit tevens worden afgenomen om de temperatuur in de hotend bovenin op te laten lopen. Wanneer dat gedaan wordt is het van belang om constant te blijven porren / duwen totdat de prop smelt en naar beneden geduwd kan worden. Daarna de ventilator unit meteen weer aanbrengen.
Hierna kan er zeer waarschijnlijk weer normaal filament ingevoerd worden.
7. Verstopte Nozzle
Wanneer oplossing 6 niet heeft gewerkt, of er geen verstopping was in de hotend zelf, dan kan de Nozzle zelf verstopt zijn. Door meegenomen stofdeeltjes of verhard filament verstopt de Nozzle. De enige oplossing is deze af te nemen, eventueel schoon te branden, of te vervangen door een nieuw exemplaar. Halverwege deze post staat hoe dat gedaan kan worden.
8. Verstopt hotend, de rigoureuze oplossing.
Het kan zijn dat de hotend zoveel is aangekoekt dat alle bovengenoemd oplossingen niet hebben gewerkt. Dan biedt deze post ondersteuning om de hotend te schonen. Het is ook mogelijk de hotend als unit te vervangen.
Checklist Slicer Instellingen.
De bovengenoemde problemen hebben veelal een mechanische oorzaak, maar een aantal kunnen ook veroorzaakt worden door printinstellingen. Een aantal zijn hieronder genoemd:
- Een te lage print temperatuur: het filament smelt niet genoeg, of niet snel genoeg op hoge snelheden.
- Een te hoge printtemperatuur: de temperatuur klimt te veel op in de hotend en kan daar zacht worden en knikken, een prop tot gevolg hebbend.
- Extreem lage printsnelheden, gecombineerd met een te hoge temperatuur: zie 2.
- Niet werkende extruder ventilator (los contact), afgesloten printer met weinig ventilatie en dus te hoge ruimte temperatuur. Zie 2.
- Te hoge printsnelheden evt met een grote laaghoogte (evt gecombineerd met een te hoge of lage extruder temperatuur). De flow kan te groot zijn voor het betreffende filament. Dan de printsnelheid flink verlagen. Dit is meestal de oorzaak van haperende printlijnen.
- Het bed is niet goed gecalibreerd en de nozzle zit te dicht op het bed, waardoor het zijn filament niet kwijt kan: skippende extruder en geschaafd filament.
- Er wordt over geëxtrudeerd, waardoor ook op hogere lagen de extruder zijn filament niet kwijt kan. Gebeurd vooral bij solid delen, zoals de loops en bij een massieve infill. De filament diameter hoger in stellen in de slicer.
- Er wordt in excessieve mate gebruik gemaakt van destringing. Dus als er veel kleine afstandjes moet worden ‘getraveld’ door de extruder naar veel kleine printeilandjes, dan wordt er nagenoeg op dezelfde plek van het filament bij het aandrijfwiel er telkens een snelle beweging omhoog en omlaag gedaan. Evt schaven van het filament tot gevolg. Dan de printsnelheid zelf verlagen, evt de retraction speed verlagen, evt de retractie afstand kleiner stellen en vooral de minimale afstand vergroten waar een retractie plaatsvindt.
- Exotische printmaterialen als Woodlay en metaal gevulde filamenten bevatten deeltjes die de extruder kunnen laten verstoppen.
Specifiek voor haperingen van printlijnen: Buiten bovengenoemde mogelijkheden (een te grote snelheid en dus flow is overigens het waarschijnlijkst) is het het meest waarschijnlijk dat het aandrijfwieltje deels vervuild is en dus telkens even geen grip heeft op het filament bij zo’n vervuiling en daarna weer doorgaat.