
Standaard wordt de CraftBot geleverd met een 0.4mm Nozzle. Dit is een echte standaard bij alle 3D printers. Deze diameter is geschikt voor gedetailleerde prints en kan gebruikt worden van laaghoogtes van 0.1 tot 0.3mm.
Er zijn echter voordelen om de Nozzle te vervangen door een Nozzle met een kleinere of grotere opening. In deze post wordt op de verschillende eigenschappen ingegaan en worden er adviezen gegeven voor de instellingen in de slicer die behoren bij die verschillende Nozzle diameters.
Het vervangen van de Nozzle vergt de eerste keer aandacht, maar als je het een keer hebt gedaan valt het de volgende keer erg mee en is het “minuten werk”.
Voordelen andere diameter Nozzle
Er zijn Nozzles ter beschikking met een grotere en kleinere diameter dan de standaard 0.4mm Nozzle. De Nozzle van 0.20 en 0.30mm is meer geschikt voor kleine en zeer gedetailleerde prints. De resolutie wordt niet groter in XY richting, aangezien die voornamelijk door de steppermotoren en pulleys worden bepaald. Echter, het effect op hoeken en dunne wandjes is aanzienlijk. Het is hetzelfde verschil als tekenen met een scherp potlood en een dikke viltstift bij wijze van spreken. Er is meer kans op verstopping wanneer deze Nozzles met kleine diameter gebruikt worden.
De Nozzle van 0.5mm wordt vaak gebruikt in combinatie met bijvoorbeeld filament waarin een toeslag zit, zoals bijvoorbeeld Laywood. Overigens is specifiek Laywood zeer moeilijk te verwijderen wanneer de extruder te heet is geweest, of is afgekoeld met het filament er nog in. Soms moet de hele hotend uit elkaar genomen worden. Dit filament raden we dan ook bepaald niet aan. Er zijn alternatieven voor, met globaal hetzelfde effect.
De Nozzles van 0.6 tot 1.0 mm worden vaak gebruikt om vooral grotere prints in kortere tijd te laten doen. Door het vervangen van een 0.4mm Nozzle door een 0.8mm Nozzle wordt de printtijd globaal gehalveerd. Uiteraard moeten de instellingen in de slicer daarop worden aangepast. We hebben hier een artikel daarover in het Engels.
Ook specifieke prints in ‘vaas mode’ worden steviger door het gebruik van Nozzles met een grotere opening. Deze prints worden gemaakt middels een langzaam klimmende vertikale as, waardoor er niet ‘per laag’ geprint wordt, maar elk lijnstukje iets hoger. Aangezien er dus een enkelwandige print ontstaat zal deze steviger zijn bij een zo groot mogelijke wanddikte, ergo, zo groot mogelijke Nozzle. Zowel Cura alswel Slic3D hebben deze mogelijkheid.
Betreffende instellingen in de slicer betreffende verschillende Nozzle diameters, kunnen de volgende instellingen als uitgangspunt genomen worden. Uiteraard aangepast naar specifieke wensen en resultaten.

Verstopping: Sporadisch verstopt de standaard 0.4mm Nozzle door meegekomen stofdeeltjes e.d. en dan is het handig om een vervanging te hebben.
Vervang de Nozzle altijd terwijl deze handmatig (met de knoppen op het LCD scherm) is verwarmd op 240 graden en het reeds ingevoerde filament is verwijderd. Het gestolde filament voorkomt anders elke beweging.
Met een 7mm steeksleutel kan de Nozzle losgedraaid worden terwijl de siliconen heater vast gehouden wordt met bijvoorbeeld een waterpomptang.
Zorg dat de bedrading niet wordt vastgeklemd terwijl u dat doet en pas op dat u zich niet verbrand. Controleer na vervanging van de Nozzle of de bedrading onbeschadigd is van zowel de heater alswel de temperatuur opnemer (thermistor).
Na vervanging moet de hoogte van het bed opnieuw gekalibreerd worden. Dit door middel van de 0.3mm spacer kaart. Deze kaart moet licht schurend tussen de nozzle en het bed passen op alle drie de calibratie punten. Het is nodig om in de Slicer een Z-ofset in te stellen van ongeveer 0.3mm zodat de calibratie hooguit een kleine correctie behoeft (dit is reeds gedaan in onze standaard profielen). Dit middels hooguit 1/8 ste slag van de drie stelwielen. Deze stelwielen altijd precies dezelfde slag geven in dezelfde richting.

E.v.t. problemen
Bij de vervanging van de Nozzle kunnen de bedradingen blijven zitten en blijven ongemoeid. Mocht er onverhoopt toch iets misgaan: de Thermistor moet adequaat in het heater blok geschoven worden. Mocht u na vervanging foutmeldingen krijgen (rood LCD scherm) dan maakt de thermistor kortsluiting omdat de bedrading is beschadigd, ofwel contact maakt met het metalen heater blok.
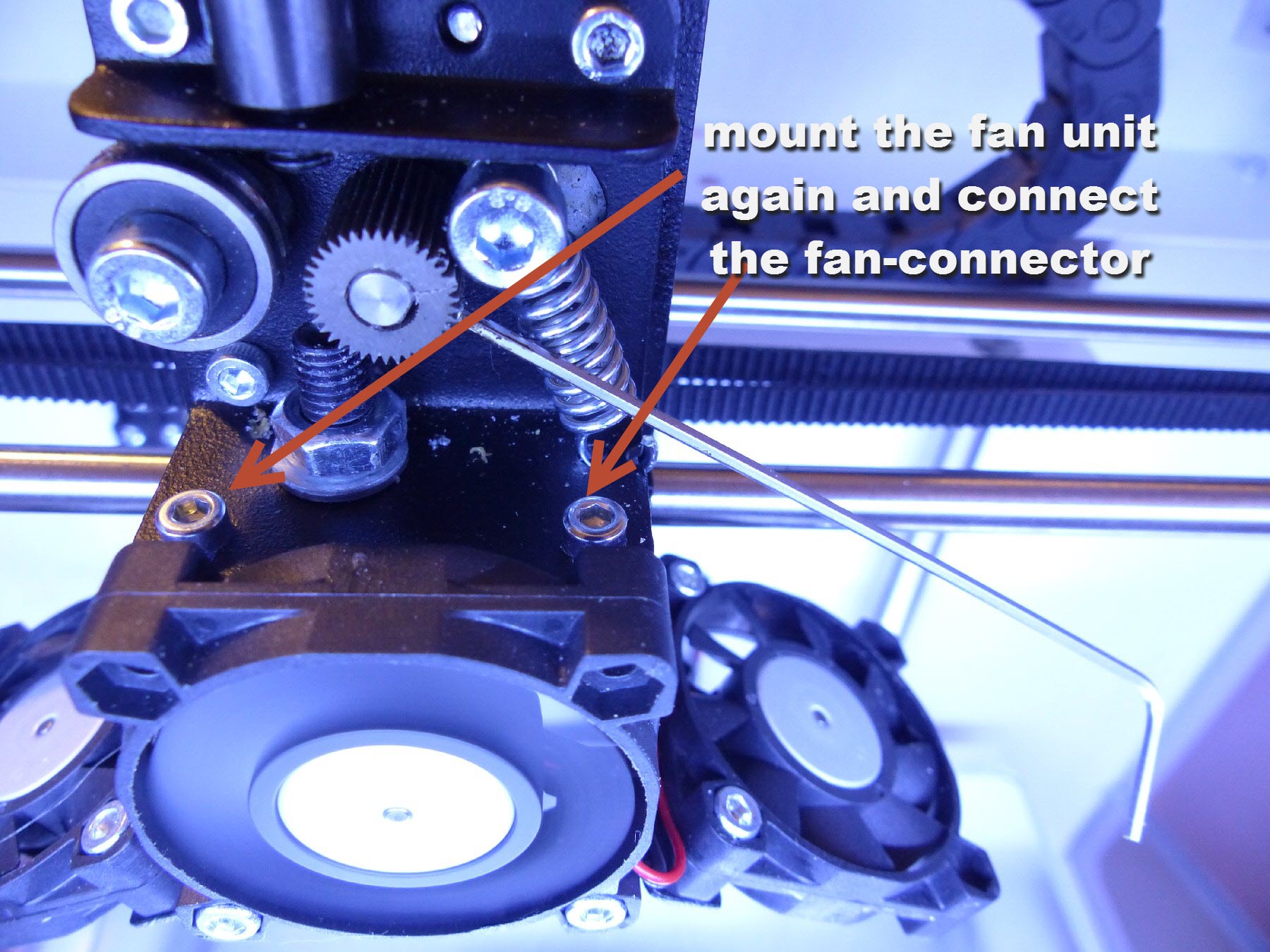
E.v.t. verwijderen ventilatorset
Om iets beter toegang te hebben tot de Nozzle kan eventueel de ventilator set tijdelijk worden verwijderd, door het iets losdraaien van de twee bovenste inbus boutjes. De bijbehorende bedrading kan losgemaakt worden middels de steker. Uiteraard na de vervanging van de Nozzle de ventilatorset terug brengen. de extruder heeft de koeling van de middelste ventilator nodig om goed te kunnen werken. Zonder ventilator zal de extruder snel verstopt zijn.
Lekkende Nozzle
Mocht de Nozzle lekken bij een volgende print, (zie deze post) dan deze nog iets strakker aandraaien op dezelfde wijze als boven omschreven.
Verstopte Nozzle
Verstopte Nozzles kunnen overigens vaak schoongebrand worden met een gasbrander. Uiteraard kan dit alleen als deze los genomen is van de extruder.
Losse Nozzles alsmede een voordeelset zijn hier beschikbaar in de webshop. Zeker ook elders, maar die werken vast niet zoals hierboven beschreven ;-)